
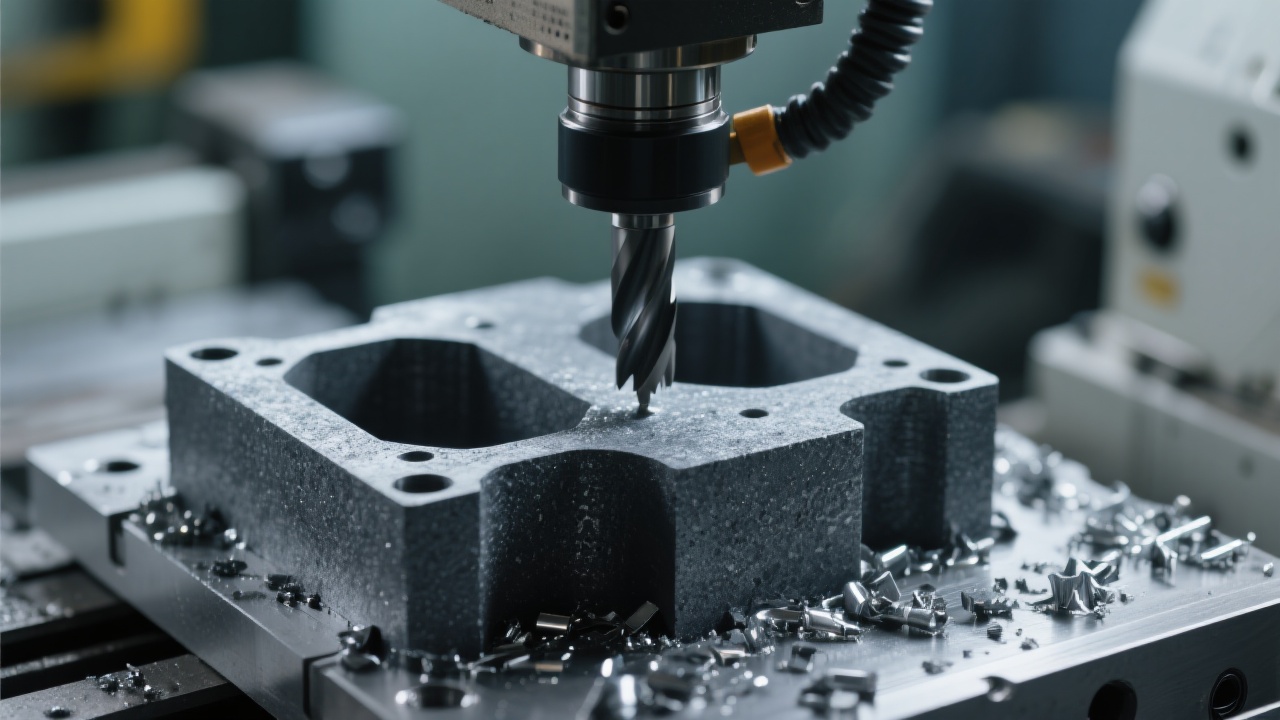
随着制造业向高精度、复杂化方向发展,5轴立式加工中心在航空航天、汽车模具、精密仪器等领域的应用日益广泛。然而,多面铣削加工中的定位精度问题始终是工程师们面临的核心挑战。本文将深入探讨提升5轴立式加工中心定位精度的关键技术,为制造业专业人士提供实用解决方案。
在现代制造中,定位精度直接决定产品质量和生产效率。根据行业调研数据,约42%的加工误差源于定位系统问题,而在多面铣削加工中,这一比例可高达58%。特别是当加工复杂曲面或多面体工件时,微小的定位误差可能导致整个产品尺寸超差或表面质量不达标。
凯博数控作为专业的加工中心制造商,深刻理解精度对制造企业的重要性。在实际生产中,我们发现即使是0.01mm的定位误差,在精密零件加工中也可能造成产品报废,给企业带来巨大损失。

机床刚性是保证加工精度的基础。研究表明,刚性不足会导致加工过程中的振动,使定位误差增加30%以上。优化机床刚性应从以下几方面入手:
| 刚性优化措施 | 精度提升效果 | 适用场景 |
|---|---|---|
| 床身采用高强度铸铁 | 提升整体刚性15-20% | 各类加工场景 |
| 导轨预紧力优化 | 减少间隙误差0.005-0.01mm | 高精度轮廓加工 |
| 主轴刚性增强设计 | 降低切削振动25% | 高速铣削加工 |
合理的刀具路径设计可以显著提高加工精度和表面质量。传统加工路径往往存在方向突变和加速度变化过大的问题,导致定位误差。通过以下优化策略,可将路径相关误差减少40%:
夹具系统是连接工件与机床的关键环节,其精度直接影响加工定位。采用模块化夹具系统可将换型时间缩短50%,同时提高重复定位精度。零点校准技术方面,使用高精度寻边器和激光干涉仪进行定期校准,可确保长期加工精度稳定。
• 快速更换设计,减少辅助时间
• 定位精度≤0.005mm,重复定位精度≤0.002mm
• 高强度材料制造,确保夹持稳定性
• 兼容性强,适用于多种工件类型
温度变化是影响加工精度的重要因素,特别是在长时间加工过程中。不同材料的热膨胀系数差异会导致工件尺寸变化。通过先进的热变形补偿技术,可将温度引起的误差控制在0.005mm以内。
针对不同材料,凯博数控推荐以下热补偿策略:
• 采用切削液温度控制(±1℃)
• 加工前进行30分钟预热
• 环境温度监控与补偿
• 分段加工,中间冷却
• 主轴温度实时监测
• 采用低温切削液
• 低进给率,减少热量产生
• 高压冷却系统
• 工件温度实时补偿

先进的数控系统提供了丰富的参数调整功能,通过精细调谐这些参数,可以显著提升定位精度。在实际应用中,我们发现通过优化数控参数,平均可减少35%的定位误差。关键参数调整包括:
在实际生产环境中,这些技术的综合应用能够带来显著的精度提升。某航空零部件制造商采用上述技术后,其复杂零件的加工合格率从72%提升至96%,刀具消耗减少30%,生产效率提高25%。这不仅降低了生产成本,还大大缩短了交付周期,增强了企业竞争力。
作为制造业工程师,持续关注和应用这些先进技术是提升加工精度的关键。通过机床刚性优化、刀具路径设计、夹具系统改进和热变形补偿等多方面的综合措施,结合数控系统参数的精细调整,您的5轴立式加工中心将能够稳定地生产出更高精度的复杂零件。

 192
|
192
|
 فرز پنج محوره قالب زیره کفش
DC6060A
افزایش کارایی پردازش قالب
میز گردان ماشین فرز
پایداری CNC
فرز پنج محوره قالب زیره کفش
DC6060A
افزایش کارایی پردازش قالب
میز گردان ماشین فرز
پایداری CNC
 418
|
ماشین فرز نومریک پنج محوری کفش
ماشین فرز نومریک قالب کفش
DC6070 ماشین فرز نومریک
تجهیزات ساخت قالب کفش
دستگاه پردازش کفش
418
|
ماشین فرز نومریک پنج محوری کفش
ماشین فرز نومریک قالب کفش
DC6070 ماشین فرز نومریک
تجهیزات ساخت قالب کفش
دستگاه پردازش کفش
 470
|
ماشین مفرق عددی با سرعت بالا
GJ1317
فرآوری قالب هوافضا
مرکز پردازش عمودی دوتایی
پردازش با دقت بالا
470
|
ماشین مفرق عددی با سرعت بالا
GJ1317
فرآوری قالب هوافضا
مرکز پردازش عمودی دوتایی
پردازش با دقت بالا
 388
|
ماشین فرش CNC پنج محور
ماشین فرش CNC برای قالب کفش
دستگاه تولید قالب کفش
ماشین CNC DC6070
بهبود بهره وری پردازش قالب کفش
297
|
ماشین میناوری عددی پنج محوری کف��، دستگاه加工 قالب��، ماشین میناوری عددی DC6060A، هوشمندسازی صنعت قالب��، دقت加工 کف��
388
|
ماشین فرش CNC پنج محور
ماشین فرش CNC برای قالب کفش
دستگاه تولید قالب کفش
ماشین CNC DC6070
بهبود بهره وری پردازش قالب کفش
297
|
ماشین میناوری عددی پنج محوری کف��، دستگاه加工 قالب��، ماشین میناوری عددی DC6060A، هوشمندسازی صنعت قالب��، دقت加工 کف��























